 Spanish
Spanish  Chinese
Chinese  Russian
Russian  German
German  French
French  Japanese
Japanese  Portuguese
Portuguese  Hindi
Hindi Research Article, J Fashion Technol Textile Vol: 11 Issue: 5
Design Effect on Wear Comfort Properties of Polyester Knitted Fabrics
Mohamed Ghaith Chakroun1*, Sofien Benltoufa1, Adel Ghith2 and Faten Fayala1
1Department of Textile Engineering, National Engineering School of Monastir, University of Monastir, Monastir, Tunisia
2Department of Textile Materials Processes Research, University of Monastir, Monastir, Tunisia
*Corresponding Author: Mohamed Ghaith Chakroun
Department of Textile Engineering, National Engineering School of Monastir, University of Monastir, Monastir, Tunisia,
Tel: +216 54 357195;
E-mail: medghaithchakroun@gmail.com
Received date: 14 February, 2023, Manuscript No. JFTTE-23-89357;
Editor assigned date: 17 February, 2023, PreQC No. JFTTE-23-89357 (PQ);
Reviewed date: 03 March, 2023, QC No. JFTTE-23-89357;
Revised date: 21 April, 2023, Manuscript No. JFTTE-23-89357 (R);
Published date: 28 April, 2023, DOI: 10.4172/2329-9568.1000305
Citation:Chakroun MG, Benltoufa S, Ghith A, Fayala F (2023) Design Effect on Wear Comfort Properties of Polyester Knitted Fabrics. J Fashion Technol Textile 11:3.
Abstract
Fabric’s design serves as a manufacturing tool to meet several consumers’ requirements. Comfort is the prime need in sportswear, it is affected by the properties of fibers, yarns, and fabrics. A confident understanding of these factors is essential in the design and the conception of functional clothes. The construction specifications and design of knitted fabrics have a great influence on the comfort level of the end use garment. This study aims to investigate the wear comfort properties of knitted fabrics with distinct patterns and colors. For this purpose, five structures were prepared by combining plain, float and tuck stitches. Then, yellow and black colorations were applied. The wear comfort properties investigated are the air and the relative water vapor permeability, and the drying time. Tests were conducted on knit hoses and on the finished yellow and black variants. Results show that wet treatments affect differently the wear comfort properties of fabrics. Fabrics with tuck stitches are less permeable to air and water vapor and take longer time to dry after wet treatments. Incorporating floats permits improving air permeability and drying time. However, yellow fabrics are more breathable and dried longer than black ones.
Keywords: Air permeability; Water vapor permeability; Drying; Clothing comfort; Design
Introduction
Garments are required to comply with the consumer’s expectations. Whatever the type or the end use specifications of the apparel, it is expected to be comfortable. Clothing comfort can be categorized into physiological, tactile, ergonomic and psychological comfort. Physiological comfort refers to the thermal and moisture state of the clothing body system. It is related to the efficiency of heat exchange between the body and the environment through the clothing layer. The human body is in a state of comfort when the core temperature is maintained within 37℃ ± 1℃ and the average skin temperature is approximately 33℃ without the presence of sweat [1]. Tactile comfort is what the garment feels like when it is worn next to the skin and when it is held by hand [2]. It is determined by the frictional interaction between the skin and the material surface. Tactile discomfort may be caused by allergy, clinging to the skin, tickling, prickling, abrasion of the skin and dampness [3]. Ergonomic comfort is related to the fit of the garment and the flexibility of movements during wear [4]. The restriction of movements and the excessive pressure imposed by the garment are the main origins of ergonomic discomfort. Psychological comfort is very much affected by the aesthetic factors of clothing, including color, fabric texture, garment design and fashion trends. Psychological discomfort appears when the cloth is inappropriate for the person who is wearing it [5]. Clothing comfort becomes a worldwide demand, an athlete needs functional sportswear that looks fashionable and on the other hand, a casual consumer needs fashionable sportswear that feels comfortable. To fulfill these requirements, functional textile products must present an interesting design and color. Knitted fabrics are preferred for sportswear, they have a great stretch ability, good breathability, and a pleasant tactile sensation [6]. Ornamentation of knitted fabric for design purposes may be introduced at different stages of the textile value chain, at fibers, yarns, knitting or in the dyeing and finishing stage [7]. Knitting is a technique of constructing a two-dimensional textile structure by forming a continuous length of yarn into columns of vertically intermeshed loops. For design diversification, different stitches can be introduced to the knitted pattern like the tuck and float stitches. A tuck stitch is produced when a needle holding its loop receives a new loop, it assumes an inverted V or U-shaped configuration [8]. The tuck stitch creates a textural effect and shows a faint diagonal line effect on the fabric’s surface. A float stitch, being a straight segment of yarn, is produced when a needle holding its old loop fails to receive the new yarn. Structures incorporating float stitches tend to exhibit faint horizontal lines [9]. Many derivative pattern constructions can be developed by combining the three structural elements judiciously. Varying the loop geometry have a great influence on the structural parameters of the resultant fabric like thickness, porosity, and mass per unit area and as a result, it affects the heat and mass transport capacity of the resultant fabric. Therefore, on top of the aesthetic effect of changing the fabric’s design, the thermal and moisture comfort can be altered. Previous research had dealt with the clothing comfort response of different popular knitted patterns that combines the three types of stitches.
E. Onera, and A. Okurb investigated the liquid absorption, transport, and permeability properties of fabrics with different plain, tuck, and float stitch combinations in three different levels tight, medium, and loose [10]. They found that air permeability, wicking and moisture management properties of fabrics change significantly by the change of the knitting type and the tightness level. It is seen that the single jersey structure and the structures having tuck stitches give high air permeability values and the structures having float stitches provide high liquid absorption speed.
P Senthilkumar and T Suganthi studied the thermo-physiological comfort of four bilayer knitted fabrics [11]. They were developed by changing the tuck stitch position on the wale with the same course. Results show that the placement of tuck stitches has a significant effect on air passage through the bi-layer fabric and they concluded that a smaller number of tuck stitches shows better thermal comfort characteristics considering both the objective method and wear trial method.
Manshahia, and A. Das evaluated the heat and mass transfer of twelve fabrics with three different knitted structures namely interlock, float plaited and two layers [12]. They observed that float plaited fabrics dry quickly, and they are more permeable to air compared to the other structures. They also stated that the structural characteristics of the fabric, like structure type, fabric porosity, fabric tightness and fabric thickness have considerable effects on heat and moisture transfer through polyester knitted sportswear.
Elena Onofrei, et al. investigated the thermal and moisture management properties of nine knitted structures produced by combining plain, tuck and float stitches [13]. They found that the lower air permeability values were obtained in structures with one needle floats like the lock nit and double lock nit structures, which are characterized by a higher fabric density. They stated that the water vapor transmission rate and the drying ability are functions of fabric’s characteristics like thickness and mass per unit area.
Incorporating tuck or float stitches in a knitted pattern or applying a selected color can be mainly done for the adornment of the end use products. Nevertheless, these choices might be done also for functional and practical purposes. Considering the luck of firm results on how the different types of stitches and colors can alter the wear comfort properties of knitted fabrics, we intend in this study to better understand the influence of the color shade and the influence of incorporating tucks and floats in plain jersey structure on the wear comfort properties. To carry out this study, five knitted plain jersey derivatives were prepared by combining the tucks and floats with the plain stitches, these fabrics were dyed in yellow and black colors. The wear comfort properties investigated are the air permeability, the relative water vapor permeability, and the drying time.
Materials and Methods
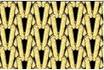
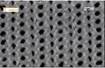
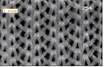
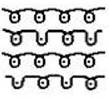
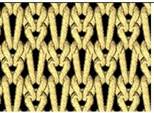
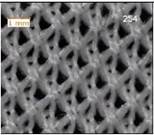
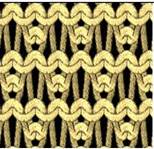
In this study, five knitted fabrics were designed in which tucks and floats with plain stitches were combined to investigate the structural effects on wear comfort properties. Designed knitted fabrics were dyed with two different colors namely yellow and black. The used patterns in this study are presented in Table 1 illustrating the computer modeling and the microscopic images. The knitting design tool stoll M1 was used to produce the digital schemes of the fabrics for a better understanding of the structural aspect of the resultant fabrics. The microscopic images were obtained with a digital Leica microscope after the knitting phase to illustrate the real fabric’s aspect. The magnification scale used for all the microscopic images is 32X.
| Code | J | F | P |
|---|---|---|---|
| Description | Plain jersey | Cross miss 1 × 1 | Single cross tuck |
| Pattern |  |
 |
 |
| Front side computer modelling |  |
 |
 |
| Front side microscopic image |  |
 |
 |
| Back side computer modelling | 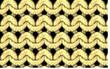 |
 |
 |
| Back side microscopic image |  |
 |
 |
| Code | FJ | PJ | |
| Description | Weft lock knit | Lacoste | |
| Pattern | 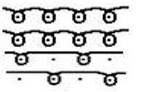 |
 |
|
| Front side computer modelling | 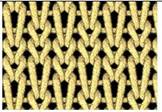 |
 |
|
| Front side microscopic image | 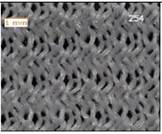 |
 |
|
| Back side computer modelling | 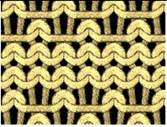 |
 |
|
| Back side microscopic image |  |
 |
|
Table 1: Patterns, computer modelling, and microscopic images of the designed fabrics.
A single jersey knitted machine Orizio®, gauge (E) 28, 2582 needle, 72 knitting head was used to produce five different knitted structures. Fabrics were with a blend of Cocona polyester and regular polyester yarns to obtain an equal mass of each constituent in the fabrics. Both yarns have 83 dtex as linear density. Cocona® polyester yarn was made with polyester fibers that have 37.5® technology, it integrates permanently active particles that capture and release water vapor and actively react to body heat.
The particles use the body’s infrared energy to accelerate the movement of vapor and the evaporation of liquid.
The knit hoses produced were divided into two groups, the first one is dyed with a dispersed yellow color and the second is dyed with a dispersed black color. Heat setting and moisture management treatments were applied in a stenter machine. The used moisture management agent is Ultrphil®, it is dispersed in a 4.5 pH bath with a liquor uptake of 50%. The bath temperature was set at 20℃. The temperature of the heat chambers was controlled between 120℃ and 130°C. Fabrics obtained after the knitting stage are named below “knitted”, whereas fabric samples obtained after the finishing stage are named below “finished”.
Fabric’s structural parameters
All tests were carried out under the standard atmospheric conditions for textile testing, 65% ± 2% relative humidity and 20°C ± 2°C room temperature. 24 h before testing all fabrics samples were conditioned in this atmosphere.
The mass per unit area was determined according to the standard EN 12127 [14]. The thickness of fabric samples was measured as the distance between the reference plate and parallel presser foot of the FAST1, which is named as the compression tester, the area of the foot was 10 cm2 and the pressure applied is 0.196 kPa. Course, wale and stitch densities were determined following the standard EN 14971:2006 [15] method A. The loop length of 100 stitches was measured according to the standard EN 14970:2006 [16].
Results obtained from these experiences on the knitted structures and the finished yellow and black color is shown respectively in Tables 2 and 3. From knitting to finishing, fabrics have undergone a lot of mechanical and thermal strain that impacts their structural parameters.
| Code | Mass per unit area (g/m2) | Thickness (mm) | Wale density (Wale/cm) | Course density (Course/cm) | Stitch density (Stitch/cm2) | Loop length (cm) | |
|---|---|---|---|---|---|---|---|
| J CV (%) |
70.7 1.08 |
0.59 4.55 |
14.2 3.15 |
21 4.76 |
298.2 | 26.69 1.3 |
|
| F CV (%) |
73.4 2.42 |
0.66 4.52 |
16.9 3.24 |
26.4 2.07 |
446 | 16.83 1.54 |
|
| P CV (%) |
61.7 1.23 |
0.62 3.32 |
12.9 1.73 |
21.6 4.14 |
278.7 | 25.76 1.04 |
|
| FJ CV (%) |
78.14 2.14 |
0.7 2.74 |
16.4 3.34 |
20.6 4.34 |
338 | Plain | Floated |
| 28.89 1.09 |
18.6 1.32 |
||||||
| PJ CV (%) |
72.5 2.18 |
0.88 2.78 |
12 0 |
22.8 4.8 |
273.6 | Plain | Tucked |
| 25.6 0.49 |
24.8 0.99 |
||||||
Table 2: Structural characteristics of the knitted fabrics.
| Code | Mass per unit area (g/m2) | Thickness (mm) | Wale density (Wale/cm) | Course density (Course/cm) | Stitch density (Stitch/cm2) | Loop length (cm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Color | Yellow | Black | Yellow | Black | Yellow | Black | Yellow | Black | Yellow | Black | Yellow | Black | ||
| J CV (%) | 82.06 1.91 | 77.14 0.86 | 0.47 1.24 | 0.45 1.08 | 18 0 | 17.4 3.15 | 19.4 2.82 | 19.8 4.23 | 349.2 | 344.8 | 24.11 1.55 |
20.55 1.4 |
||
| F CV (%) | 82.62 1.01 | 82.75 0.89 | 0.44 1.01 | 0.45 1.18 | 19.8 2.26 | 19.4 2.82 | 24.4 2.24 | 25.4 3.52 | 483 | 493 | 15.63 1.68 |
15.43 1.62 |
||
| P CV (%) | 88.6 1.48 | 81.74 2.63 | 0.57 0.72 | 0.55 2.41 | 15.4 3.56 | 15.5 2.28 | 23.2 3.61 | 21.8 3.84 | 357 | 338 | 23.99 1.48 |
24.13 1.42 |
||
| FJ CV (%) | 81.98 1.11 | 82.36 1.57 | 0.51 1.93 | 0.5 1.22 | 18 0 | 18.6 1.73 | 18.6 4.81 | 18.2 2.46 | 334.8 | 338.6 | Plain | Floated | Plain | Floated |
| 24.4 1.42 | 15.96 1.96 | 25.5 1.75 | 16.55 1.17 | |||||||||||
| PJ CV (%) | 88.82 1.81 | 89.5 2.44 | 0.53 0 | 0.56 2.19 | 16 0 | 15 0 | 23.6 2.32 | 22.6 2.83 | 377.6 | 336 | Plain | Tucked | Plain | Tucked |
| 26.1 0.81 | 25.36 0.77 | 26.22 0.68 | 25.44 0.93 | |||||||||||
Table 3: Structural characteristics of the finished fabrics.
Fabric’s wear comfort properties
The wear comfort properties investigated are the fabric’s breathability, which includes the air and water vapor permeability, and the drying time. The air permeability test was performed on a textest air permeability tester FX 3300 labotester III with a 100 kPa pressure difference and 20 cm2 testing area according to the standard ISO 9237:1995 [17]. The permetest sensora instrument, which simulates the human skin, was used following the standard ISO 11092 in order to measure the relative water vapor permeability [18]. The drying behavior was characterized by measuring the drying time according to the standard ISO 17617:2014 [19].
Results and Discussion
The wear comfort properties namely the air permeability, the relative water vapor permeability and the drying time of the produced fabrics are discussed after the knitting phase to emphasize the effect of introducing tucks and floats in single jersey fabrics. Furthermore, discussion will be done after the finishing phase to highlight the effect of color, dyeing, and finishing process on the wear comfort properties.
Air permeability
Raw knitted fabric: The air permeability of the five structures after the knitting phase is presented in Figure 1. We can see that PJ is the most permeable fabric to air with an air permeability value equal to 2189 mm/s. On the other hand, the plain jersey fabric J has the less air permeability value, which is equal to 1929 mm/s. The second best air permeability behavior was seen in FJ with a value equal to 2131 mm/s. The big thickness of PJ fabric doesn’t significantly affect the air permeability, thickness has a low effect on air permeability compared to the stitch density and porosity. The computer modeling and microscopic images show that the most opened structure after the knitting phase is PJ, and the most compact one is J. Tucks make the fabric thicker and have more openings, this is justified by the structural parameters results found in this study. PJ and P fabrics are thicker and since they have more openings, they were more permeable to air than the plain jersey structure J. The tuck stitch exhibits two free arms that spread away from the concerned wale line. The neighboring wale lines would therefore be pushed away from their normal location in the resultant fabric. This results in localized openings on the two sides of a tuck stitch and in a reduction in number of wales per unit length. Effectively the resultant fabric becomes more porous and wider. So far, these findings are similar to the results found by E. Onera, and A. Okurb. Moreover, structures having floats, F and FJ, exhibit also more important air permeability than the jersey fabric J. F has a higher stitch density than P and J, but it showed a better air permeability. This result is due to the fact that structures with floats have a low loop length values and high stitch density. The free yarn segment has a lower cover area than the plain stitch yarn, therefore it drags less air and consequently, structures with floats permeate more air than the plain jersey. All five structures after the knitting phase can be considered as good regarding the air permeability property.

Figure 1: Air permeability of knitted fabrics.
Finished knitted fabric: The comparison of air permeability values of the finished fabrics with the two colors is given in Figure 2. Except the single cross tuck structure P, for each of the other four structures, the yellow knitted fabrics are more permeable to air than the black ones. The differences between the two colors are very distinguishable in P and FJ structures. For FJ, there was no noticeable change in the structural parameters as shown in Table 3. Nevertheless, for P, the yellow variant was heavier, thicker, having a higher stitch density and lower loop length than the black variant, these are the reasons for its low air permeability value. Fabrics with tuck loops show a unique alteration in the air permeability property between the knitted and finished variants. From the knitting to the finishing phase the air permeability decreases for the structures P and PJ. As the quantity of air passing perpendicularly through a fabric is a function of the openings, P and PJ has shown a major increase in the stitch density after wet treatments, which in turn induce a narrowing in the size of openings. Adding tucks and floats improve the air permeability. Nonetheless, after wet treatments, tucked fabrics showed regression in the air permeability property and on the other hand, we can observe a slight improve in the air permeability of fabrics incorporating float stitches, FJ and F. Eventually, the yellow plain jersey finished fabric has the best air permeability value among the knitted and finished fabrics.

Figure 2: Air permeability of yellow and black finished fabrics.
Relative water vapor permeability
Raw knitted fabric: The relative water vapor permeability refers to the ability of fabrics to transport water vapor through its thickness. If the relative water vapor permeability value is important, the vaporized sweat movement from the skin surface to the environment will be fluent, and the wearer will feel comfortable. The motion of water vapor molecules through a fabric is governed by the fiber’s hygroscopicity, the size and distribution of the micro and macro pores. Micro pores differ mainly according to the yarn spinning technique, packing coefficient and the fiber cross sectional shape. Macro pores can change from fabric to another due to a modification in pattern (combination of different type of stitches) or in the construction parameters (loop length, machine gauge). Figure 3 represents the relative water vapor permeability values of the five structures after the knitting phase. The two tucked structures, PJ and P, have respectively the worst relative water vapor permeability value, with 80.8%, and the best relative water vapor permeability value, with 84.2%. Despite its superiority in the air permeability property, led by its high porosity, PJ knitted fabric shows a bad water vapor permeability behavior. The reason behind this might be the great thickness of this structure, which by far superior to the other fabrics. Regarding the water vapor permeability property, fabric’s thickness is crucial, since it determines the pathway through which vapor traverse, passing from the skin to the surroundings. On the other hand, the fabric P is the second thinnest structure, it is the lightest and have a low stitch density, hence this justifies its excellent permeability to water vapor. Water vapor molecules diffuse readily through air, however, the fibers in the fabric build a barrier to such diffusion and impede the free passage of these molecules, by adsorption in the case of hydrophobic fibers. Therefore, easy passage of vapor depends mostly on the thickness, the stitch density and the mass per unit area. Fabrics FJ, J and F show close relative water permeability values with small gaps.

Figure 3: Relative water vapor permeability of the knitted fabrics.
Finished knitted fabric: The relative water vapor permeability results of the finished fabrics in the two colors are presented in Figure 4. We can notice from the histograms in Figures 2 and 4 that the fabrics that have the best relative water permeability, which is J, and the worst relative water permeability, which is P, have respectively the best and worst air permeability values. Likewise, the fabric P is the only structure where the black variant is more permeable to water vapor than the yellow one. Water vapor like air can travel across the fabric’s thickness through openings, which present the macro pores. Additionally, water vapor can permeate through channels and micro pores situated between the fibers. After wet treatments, similarity between the water vapor and the air permeability of all structure is clear. The contribution of micro pores in transmitting the water vapor is minimized and the variation of the relative water vapor permeability values is by dint of the macro pores alteration. So, after dyeing and finishing the controlling factor of water vapor permeability in knitted fabrics is the structure’s openings. The relative water vapor permeability values of all fabrics in the two colors were improved after dyeing and finishing, excepting for the P structure. This is due to the major drop in the thickness of fabrics and a small decrease in the thickness of fabric P. The yellow fabrics J shows the best relative water permeability value among all tested fabrics.

Figure 4: Relative water vapor permeability of the finished fabrics.
Drying behavior
Raw knitted fabric: The comfort sensation of the wearer is affected by the moisture content in the fabric, wet fabrics induce a physiological, ergonomically and tactile discomfort. For high level activity, the fast drying capacity of clothing is a very crucial feature that consumers ask for. The drying behavior of textile can be assessed by measuring the drying time, which is the time for which 100% of applied water loss occurs, expressed in minutes, or the drying rate, which is the required time to dry a known mass of moisture from a textile fabric, expressed in drying percent per unit time. The drying time of the knitted fabrics is depicted in the histogram of Figure 5. Fabrics incorporated with floats show the best drying time, FJ with 34 minutes and F with 35 minutes. The three other structures had close drying time values, P with 39 minutes, PJ with 40 minutes and J with 41 minutes. The drying time is measured from the time of contact between the drop and the fabric’s surface until the evaporation of the total quantity of applied water. At first, the textile must be wetted by the water, therefore a preliminary absorbency test was conducted by measuring the time required for a drop of distilled water to be absorbed by the back side of fabrics. This validation test is used to differentiate between samples that will absorb water and those that will not. Qing Chen, et al., conducted a study on the drying property of four commercial polyester weft knitted fabrics. They stated that the drying rate is significantly and negatively correlated with water absorption time. The wetting time of all knitted fabrics was equal to zero. Second observed phenomenon is the propagation of water from the back side to the front and along with the fabric’s surface. The evaporation of water from the textile surface begins at the wetting moment and then with the wicking, the surface from where evaporation happens is widened. The growth of the evaporation front induces an increase in the evaporation rate and eventually a fall in the drying time. Kam-Hong Chau, et al., concluded that fabrics with larger wetted area has larger drying rate. Float stitches form continuous and more exposed channels where moisture can be evaporated easily, as a result FJ and F have the best drying behavior after the knitting phase. On the other hand, tuck stitch possesses two interlacing points, which create a barrier to the continuous migration of water through the micro channels and induce a longer drying time.

Figure 5: Drying time of the knitted fabrics.
Finished knitted fabric: The drying behavior of the finished fabrics, as shown in Figure 6, doesn’t follow the same variation as the relative water vapor and the air permeability. The black variants show a shorter drying time than the yellow ones, the smallest difference between the colors of the same structure is in the plain jersey J with 2 minutes and the biggest was found in PJ with 10 minutes. The drying time of the structure J was improved after finishing by 11 and 13 minutes for the yellow and black color respectively. Even after finishing, structures with floats, FJ and F, have conserved almost the same drying ability. Tucked fabrics, P and PJ have by far the worst drying property. A tuck loop is not intermeshed through the old loop, but it is tucked in behind it on the reverse side of the stitch, thus, it imprisons water between the heads of the old and the tuck loop. From this corner, liberation of moisture will be tough, and the evaporation process will be lengthened. Adding floats have a positive effect on the drying behavior of fabrics. On the other hand, tuck stitches impede evaporation and induce a slow drying process. The black plain jersey fabric has the best drying time followed by the yellow one.

Figure 6: Drying time of the finished fabrics.
Conclusion
Knitted fabrics are widely used in sportswear. High level activity cloths are required to provide a pleasant sensation to the wearer for health protection and performance improvement. The use of functional fibers and yarns can improve this sensation. Moreover, the design specifications affect positively or negatively the comfort level of a garment. This study focusses on the effect of design on the air permeability, the relative water vapor permeability, and the drying time. The design can be achieved by creating reliefs and stripes, by combining different types of stitches (plain, float and tuck), or applying different colors.
Tests were done on the greige fabrics and on the finished ones in the two applied colors. We found that tucked fabrics permeate more air after the knitting phase because tucks stitches create more openings in the fabric’s structure. Tucks make the knitted fabrics thicker and heavier, which in turn made them less permeable to water vapor. After wet treatments, tucked fabrics show regression in breathability and drying behavior. Incorporating floats increases the air permeability, the water vapor permeability, and the drying time of knitted fabrics. Water vapor permeability increases after finishing for all fabrics except the tucked ones. The yellow finished fabrics are more breathable and dry longer than the black ones. After finishing, an improvement in the drying time of the plain jersey fabric J. Structures with floats show a good clothing comfort properties but the finished plain jersey fabrics have the best wear comfort properties.
Acknowledgment
This project is carried out under the MobiDoc scheme, funded by the ministry of higher education and scientific research through the PromEssE project and managed by the ANPR (national agency for the promotion of scientific research).
We would like to show our gratitude to the VTL group for providing the necessary materials and tools for this project, we would also like to show our appreciation to the working crew and supervisors for sharing their pearls of wisdom with us during this research.
Conflicts of interest
None declared.
References
- Gericke A, Militky J, Venkataraman M, Steyn H, Vermaas J (2022) The effect of mask style and fabric selection on the comfort properties of fabric masks. Materials 15:2559.
[Crossref] [Google Scholar] [PubMed]
- Atalie D, Tesinova P, Tadesse MG, Ferede E, Dulgheriu I, et al. (2021) Thermo-physiological comfort properties of sportswear with different combination of inner and outer layers. Materials 14:6863.
[Crossref] [Google Scholar] [PubMed]
- Troynikov O, Ashayeri E (2011) Thermoregulatory evaluation of triathlon suits in regards to their physiological comfort properties. Procedia Eng 13:357-362.
- Houshyar S, Padhye R, Nayak R (2017) Effect of moisture-wicking materials on the physical and thermo-physiological comfort properties of firefighters’ protective clothing. Fibers Polym 18:383-389.
- Troynikov O, Wardiningsih W (2011) Moisture management properties of wool/polyester and wool/bamboo knitted fabrics for the sportswear base layer. Text Res J 81:621-631.
- Konopov I, Oggiano L, Chinga-Carrasco G, Troynikov O, Saetran L, et al. (2010) Aerodynamic and comfort characteristics of a double layer knitted fabric assembly for high speed winter sports. Procedia Eng 2:2837-2843.
- Kamalha E, Zeng Y, Mwasiagi JI, Kyatuheire S (2013) The comfort dimension; a review of perception in clothing. J Sens Stud 28:423-444.
- Unal PG, Kayseri GO, Kanat ZE (2012) The effect of different connections in double layered woven fabrics on comfort properties. Fibers Polym 13:258-263.
- Oner E, Okur AY (2013) The effect of different knitted fabrics’ structures on the moisture transport properties. J Text Inst 104:1164-1177.
- Senthilkumar P, Suganthi T (2019) Influence of tuck stitch in wale direction on thermal comfort characteristics of layered knitted fabrics. Indian J Fibre Text Res 44:65-74.
- Bakhtiari M, Hasani H, Zarrebini M, Hassanzadeh S (2015) Investigation of the thermal comfort properties of knitted fabric produced from Estabragh (Milkweed)/cotton-blended yarns. J Text Inst106:47-56.
- Benltoufa S, Miled W, Trad M, Slama RB, Fayala F (2020) Chitosan hydrogel‐coated cellulosic fabric for medical end-use: Antibacterial properties, basic mechanical and comfort properties. Carbohydr Polym 227:115352.
[Crossref] [Google Scholar] [PubMed]
- Umair M, Hussain T, Shaker K, Nawab Y, Maqsood M, et al. (2016) Effect of woven fabric structure on the air permeability and moisture management properties. J Text Inst 107:596-605.
- Aruchamy K, Subramani SP, Palaniappan SK, Pal SK, Mylsamy B, et al. (2022) Effect of blend ratio on the thermal comfort characteristics of cotton/bamboo blended fabrics. J Nat Fibers 19:105-114.
- Fourt L, Harrist M (1947) Diffusion of water vapor through textiles. Text Res J 17:256-263.
- Chen Q, Tang KP, Ma P, Jiang G (2016) Evaluation of water absorption and transport properties of weft knitted polyester fabrics by spontaneous uptake water transport tester and conventional test methods. Fibers Polym 17:1287-1295.
- Coplan MJ (1953) Some moisture relations of wool and several synthetic fibers and blends. Text Res J 23:897-916.
- Khan MZ, Militky J, Petru M, Tomkova B, Ali A, et al. (2021) Ultra-fast growth of ZnO Nanorods on cotton fabrics and their self-cleaning and physiological comfort properties. Coatings 11:1309.
- Chau KH, Tang KP, Lam NF, Kan CW (2018) Constant power drying rate tester: Measurement of water evaporation from textiles with heat. Fibers Polym 19:2208-2217.

